Punzonado

Intervienen dos herramientas, una que se coloca en la parte inferior de la pieza a punzonar o matriz, y otra que se coloca en la parte superior o punzón.
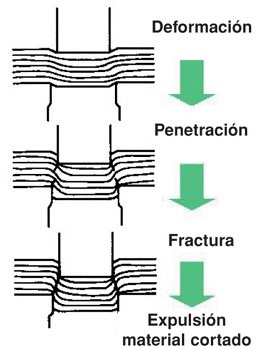
La compresión del material genera una deformación, a medida que avanza la penetración del punzón en el material se inician grietas en los bordes de contacto entre el punzón y la pieza y la matriz y la pieza, y a medida que avanzan esas grietas se produce una rotura o fractura que hace que se separe la chapa del material de recorte, coinciden las dos grietas y el punzón sigue penetrando hasta provocar la expulsión del material cortado.
La compresión del material genera una deformación, a medida que avanza la penetración del punzón en el material se inician grietas en los bordes de contacto entre el punzón y la pieza y la matriz y la pieza, y a medida que avanzan esas grietas se produce una rotura o fractura que hace que se separe la chapa del material de recorte, coinciden las dos grietas y el punzón sigue penetrando hasta provocar la expulsión del material cortado.
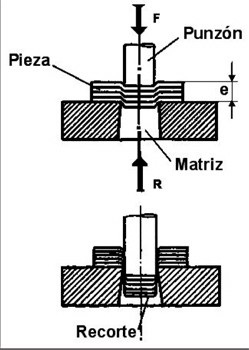
Esquema del corte por punzonado
(proceso mecánico)
ventajas

Permite cortar y además operaciones de conformado
Más barato que el Láser para el corte de golpes sueltos
En la actualidad hay máquinas de mucha velocidad (1200 golpes/min en punzonado)
Más barato que el Láser para el corte de golpes sueltos
En la actualidad hay máquinas de mucha velocidad (1200 golpes/min en punzonado)
inconvenientes

Requiere operaciones secundarias de acabado (cuello de botella)
Problemas para cortar espesores muy elevados (agujeros de gran diámetro)
Coste de herramientas y reafilado
Problemas para cortar espesores muy elevados (agujeros de gran diámetro)
Coste de herramientas y reafilado
